Engineered for safety, manufactured under strict ISO guidelines, and trusted by global healthcare networks.



Health, Trust & Innovation
Founded with a strong commitment to the healthcare industry, Hebei ROA Medicare Co., Ltd. has been dedicated to providing high-quality medical and healthcare products to customers worldwide. Over the years, we have consistently upheld the belief that “Health, Trust, and Innovation are the foundation of every family and society.”
Driven by this philosophy, ROA Medicare has grown into a professional and reliable supplier in the global healthcare market, continuously improving product quality, expanding international cooperation, and contributing to better healthcare solutions for people around the world.
Safety & Precision
Sustainability & Hope

The name “ROA Medicare” represents responsibility, professionalism, and care for human health. We believe that healthcare is not only about products, but also about trust, safety, and long-term commitment to customers and patients worldwide.
“Health First, Quality Foremost, Trust Always.” We are strictly committed to providing safe, reliable, and high-quality medical products, maintaining strict quality control standards, and developing innovative healthcare solutions.
The dynamics of global healthcare procurement are shifting rapidly under pressures of supply chain diversification, technical compliance, and sustainable operations.
Modern hospital networks and national medical authorities are moving away from single-source systems. Sourcing from optimized Chinese factories ensures consistent baseline production volumes, mitigating risks during localized supply crunches.
With the transition from MDD to MDR in Europe and the continuous revision of FDA 510(k) clearances, global buyers demand documented technical files, biocompatibility data, and strict clinical traceabilities for orthopedic and disposable elements.
Medical waste is under scrutiny. The transition to clean, energy-efficient manufacturing processes (such as our optimized water purifying and packaging systems) is critical to meeting hospital-level carbon emission targets.
From pure water processing to automated packaging, our factories utilize modern machinery and strict sterile assurance levels (SAL) to guarantee clinical efficacy.









B2B buyers, distributors, and pharmaceutical entities require specific assurances based on their business sector. Under the guidance of Hebei ROA Medicare Co., Ltd., we have optimized our supply streams into three critical sectors:
Focusing on non-invasive structural supports like knee orthotics, adjustable foot drop splints, soft cervical collars, and casting tapes. Engineered to maintain joint stabilization, avoid dermatological irritation, and support clinical recovery pathways.
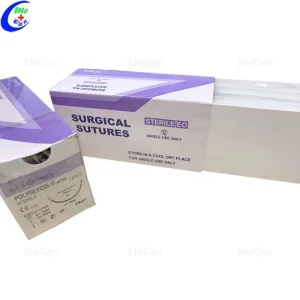
Supplying essential surgical consumables including absorbable veterinary & human sutures with needles, non-rebreathing oxygen masks, and neonatal ventilator breathing circuits. Materials are selected for strict biocompatibility and low allergen rates.
Protecting sterile instruments with CSSD sterilization paper. Our customized prescription vials and fine mist sprayers are optimized for OTC liquid drug packaging, securing chemical stability and user ease.
In accordance with contemporary environmental objectives, Hebei ROA Medicare Co., Ltd. continuously minimizes resource waste during manufacturing. By selecting eco-friendly raw materials, minimizing single-use plastic waste inside packaging lines, and adjusting energy configurations of casting tape machinery, we maintain a sustainable supply chain that supports both hospital carbon reduction strategies and global clinical standards.
Exploring advanced medical consumables, protective gear, and patient care systems designed for long-term clinical application.






Our strategic plan for factory automation, intelligent products, and carbon neutral logistics.
Hebei ROA Medicare Co., Ltd. continues to modernize manufacturing through a planned technological progression. By upgrading standard cleanrooms and implementing precision tracking across our lines, we aim to maintain our position at the forefront of the medical supply export market.
Our efforts align with global hospital demand for traceable, sustainable, and reliable supply streams. We focus on enhancing product performance while reducing environmental impact through optimized production and cleaner raw materials.
Providing transparent answers regarding compliance, production capacities, custom design (OEM/ODM), and international shipping standards.