Explore our premium medical innovations engineered for rapid emergency response, ICU settings, skin barrier recovery, and clinical protective barriers.





The global emergency medical equipment and disposable supplies market has witnessed unprecedented volatility and structural transformations. Modern triage environments demand ultra-reliable medical devices, ranging from airway management supplies (such as Guedel airways and sterile endotracheal tubes) to customized surgical draping kits designed to preserve surgical site sterility.
As healthcare systems shift toward robust preparedness, sourcing directly from verified Chinese facilities offers unparalleled advantages. Advanced raw material compounding, automated high-output production lines, and direct ocean-air logistic pathways ensure that supply chains remain resilient against global disruptions.
At Hebei ROA Medicare Co., Ltd., we harmonize local raw material cost efficiencies with strict Western regulatory metrics. This allows us to supply global distributors, government bodies, and hospital groups with sterile, non-toxic, and biocompatible patient care solutions.
Clinical emergency interventions rely heavily on the material integrity of medical disposables. Our production processes focus on bio-compatibility, structural durability, and total sterility.
Using medical-grade polyethylene (PE), polyurethane (PU) transparent films, and latex-free elastomeric compounds prevents allergic reactions and structural breakdown during prolonged intubation or skin contact.
Our complete line of angio packs, airway components, and sterile drape systems undergo EO sterilization cycles validated via ISO 11135 protocols. This process guarantees a sterility assurance level (SAL) of 10⁻⁶ while ensuring zero harmful chemical residues remain.
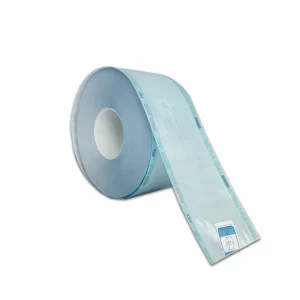
Medical pouching systems must withstand fluctuating transit pressures. Using advanced medical-grade paper heat-seal combinations prevents contamination while maintaining a five-year shelf life under varying storage conditions.
A comprehensive visual overview of our advanced facilities, raw material processing machinery, formulation blending stations, automated filling lines, and expansive warehouse hubs.









Founded on the core belief that "Health, Trust, and Innovation are the foundation of every family and society," Hebei ROA Medicare Co., Ltd. has developed from a local medical supply source to a highly recognized international player in the medical industry.
Our logo's green and blue palette represents safety, life, sustainability, and trust. These elements guide our daily manufacturing processes. We follow ISO 13485 regulations, enforce environmental management systems, and utilize energy-saving production machinery to lower the carbon footprint of our medical disposable goods.
In step with global healthcare mandates calling for decarbonization, Hebei ROA Medicare incorporates eco-conscious planning into its product lifecycle designs:
Browse our selection of specialized clinical equipment, high-durability orthopedic braces, and sterile procedural drape systems.


Optimizing how hospitals, tactical teams, and field-clinics source and utilize essential emergency medical equipment.
In respiratory emergencies, maintaining patent airways is paramount. Using biocompatible, flexible Guedel airways alongside preformed endotracheal tubes reduces laryngeal mucosal damage during ventilation.
During high-risk vascular imaging or cardiac procedures, contamination can lead to severe infections. Using customized surgical sterile draping packs and specialized C-Arm cover drapes keeps surgical areas clean, protecting both patient and equipment.
For field hospitals and first responders, fast catheter insertion and wound dressings are critical. Using highly breathable, moisture-permeable transparent film dressings prevents microbial entry while allowing direct insertion site visibility.
Immediate external joint stabilization reduces pain and prevents further neurovascular injury during transport. Using adjustable orthopedic knee braces and polymer splints provides reliable structural support in emergency and rehabilitation environments.
Get answers to common technical, regulatory, and logistics questions from professional procurement heads, clinical buyers, and medical distributors.
Our medical devices and consumables conform to internationally recognized systems. Our factory operates under ISO 13485 (Medical Devices Quality Management System) certifications. Most sterile products, including endotracheal pathways and surgical packs, undergo validated Ethylene Oxide (EO) sterilization cycles, ensuring full conformity with CE directives and relevant international regulations.
We use non-toxic, medical-grade polyvinyl chloride (PVC) and biocompatible thermoplastic elastomers (TPE). These are completely latex-free, eliminating patient hypersensitivity risks. Our nasal and Guedel airways feature polished, rounded tips to prevent trauma to the mucosal lining during emergency placement.
We provide full OEM/ODM customization services. Customers can specify component types (e.g., table covers, drapes, prep sponges, bowls, syringes, fluid control bags) to match their specific clinical procedures. Each configuration is compiled in our cleanrooms and packaged in peelable sterilization pouches.
Standard lead times depend on packaging design complexity and current cleanroom scheduling. Typically, full container loads (FCL) of medical consumables require 25 to 40 days from initial deposit and artwork approval. We maintain raw polymer stockpiles to accelerate production timelines during global supply shortages.
Each production run features chemical indicators and biological indicator monitors. Post-sterilization packages are quarantined until gas dissipation completes, confirming that residual ethylene oxide (EO) levels fall well below target physiological thresholds, in compliance with ISO 10993 standards.